

-
 13.11.2025Межкомнатные двери — это не просто элемент зонирования...
13.11.2025Межкомнатные двери — это не просто элемент зонирования... -
 17.11.2019Об этом говорится в докладе МЧС России, как сообщает РИА...
17.11.2019Об этом говорится в докладе МЧС России, как сообщает РИА...
-
 25.02.2026В последние годы гибкая черепица завоевала широкую...
25.02.2026В последние годы гибкая черепица завоевала широкую... -
 16.07.2020Одной из главных причин разрушения трубопроводов является...
16.07.2020Одной из главных причин разрушения трубопроводов является...
Как производятся гнутые профили?
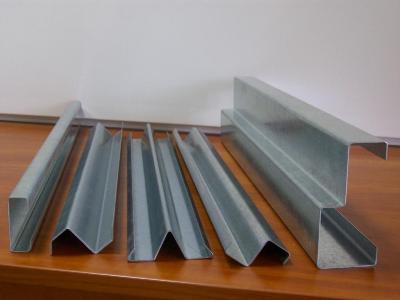 Металлическая заготовка профилируется при помощи последовательного изменения формы металлических полос и листов в валках специальных профилегибочных агрегатов. Материал для заготовок может быть разным: легированная горяче- и холоднокатаная сталь, медь, алюминий, бронза, цинк, латунь.
Металлическая заготовка профилируется при помощи последовательного изменения формы металлических полос и листов в валках специальных профилегибочных агрегатов. Материал для заготовок может быть разным: легированная горяче- и холоднокатаная сталь, медь, алюминий, бронза, цинк, латунь.
Гнутыми профилями считаются уголки, швеллеры, С-образные и зетовые профили, корытные профили, профили для вагоностроения, листовые и гофрированные профили. Профилегибочная линия, как правило, состоит из загрузочного устройства, а именно крана-балки и тележка, накопителя рулонов, правильной машины, разматывателя, рабочих клетей, приемного стола, отрезного устройства, штабелера, а также АСУ (автоматизированной системы управления). Помимо этого сюда может входить специальное устройство для обрезки концов рулонов и соединения их при помощи точечной или дуговой сварки. Отрезным устройством могут выступать пресс-ножницы или летучие пилы. Для обозначения типа профилегибочного агрегата используются четыре числа, где первые два – это толщина заготовки, а вторые – ее ширина в миллиметрах.
Производство на профилегибочных агрегатах гнутых профилей осуществляется при помощи двух главных способов. Если это непрерывное профилирование, то для нарезания профилей применяют профилегибочный агрегат, а при поштучном профилировании заготовку перед агрегатом нарезают на мерные длины, а потом наступает черед формоизменения.
Бесконечность профилировочного процесса обеспечивается при помощи сварки переднего и заднего концов соседних рулонов. При неправильной калибровке валков качество профилей существенно снижается.
На заметку: пневматические приводы представляют собой устройство, которое преобразует давление воздуха в движение. Например, чтобы открыть и закрыть шаровой кран, пневматический привод механически образует вращательное движение.
Гараж «ТИТАН» О «ЛАСАР»
-
 11.08.2013На данном этапе развития человечества, сфера ремонта и строительства достаточно сильно развита. В связи с этим, возникает потребность постоянно модернизировать и улучшать...
11.08.2013На данном этапе развития человечества, сфера ремонта и строительства достаточно сильно развита. В связи с этим, возникает потребность постоянно модернизировать и улучшать... -
 11.08.2013Сфер применения профилей возрастает с каждым годом и это не удивительно. Ведь большое количество профилей используется в производстве самых распространенных изделий, например, в...
11.08.2013Сфер применения профилей возрастает с каждым годом и это не удивительно. Ведь большое количество профилей используется в производстве самых распространенных изделий, например, в... -
 11.08.2013В современной сфере ремонта, одним из самых распространенных строительных материалов являются металлические профили. Данный строительный материал является многофункциональным и...
11.08.2013В современной сфере ремонта, одним из самых распространенных строительных материалов являются металлические профили. Данный строительный материал является многофункциональным и... -
 11.08.2013Натяжные потолки пришли на рынок потолков не так уж давно, но уже успели завоевать большую часть данного рынка. Важно отметить, что процедура монтажа натяжных потолков достаточно...
11.08.2013Натяжные потолки пришли на рынок потолков не так уж давно, но уже успели завоевать большую часть данного рынка. Важно отметить, что процедура монтажа натяжных потолков достаточно... -
 13.07.2013Строительные профили производят с помощью автоматических профилегибочних линий. Основой такой линии есть прокатный стан – система съемного блока и комплекта рабочих роликов....
13.07.2013Строительные профили производят с помощью автоматических профилегибочних линий. Основой такой линии есть прокатный стан – система съемного блока и комплекта рабочих роликов....